
 产品推荐
产品推荐


最常见的13种损坏机械密封的方法和预防措施
时间:2023-06-29
01干运转
听到爆裂声吗?那是机械密封干运转时发出的声音。机械密封设计用于在密封面之间使用少量流程液体,这种液体使密封面保持润滑和冷却。但是,当液体在密封面间发生汽化时,就会产生可听见的爆裂声。
以下是导致润滑液/冷却液汽化的常见原因:
1)轴向调整不当
2)夹带空气
3)填料函中滞留蒸汽
4)填料函中滞留固体
5)泵干运转
6)冷却不足
7)没有或安装了错误的冲洗方案
8)流体蒸汽压力过高

图1:干运转造成严重的热损伤(结焦)示例

图2:由于干运转和机械变形而损坏密封面
如何预防或修复
为防止干运转,通过增加冲洗流量或重新评估填料函的结构设计、密封冲洗系统或冲洗方案来使热量远离机械密封面。通过排空填料函压盖中的气体或使用锥形孔填料函压盖释放滞留的蒸汽。
02高温
如果在密封面上看到放射状裂纹(热裂纹)或者堆积物(结焦),那么可能是温度过高所致。在这种情况下,密封所面临的高温是由泵或密封运行过程中产生的热量造成的。
热裂纹
热裂纹可以通过密封面中心出现的放射状裂纹来识别(见图3)。这些裂纹充当切削刃的作用,导致密封面相互摩擦时过早磨损。

图3:源于密封面中心的放射状热裂纹
结焦
结焦会在机械密封的大气侧留下堆积物或研磨碎屑。当密封在过高温度下运行时,会出现这种聚积物,但也可能是由于冲洗液不干净或外部环境带来的污染等原因而出现(见图4)。

图4:结焦示例
泵(在性能曲线上)远离BEP运行时,会产生过多的热量;密封因高速运转或在密封面施加过大压力而产生过多的热量。
某些密封材料不是为高温应用而设计的。泵送高温液体时,如果使用错误的结构材料,则会导致机械密封过早失效。
如何预防或修复
保持密封冷却对其长期可靠运行至关重要。如果可以看到热裂纹或结焦的迹象,那么是时候仔细查看密封的冲洗方案(或有必要增加密封冲洗方案)了。
考虑增加冲洗流量,或更改冲洗方案。是否为应用正确选择了密封?正确的结构材料和密封设计确保密封能够承受高温。
03冲击
有几种不同类型的冲击可导致机械密封失效,包括机械冲击和热冲击。

图5:冲击损伤示例
机械冲击是由设备运行状况恶化引起的,例如轴承损坏、汽蚀、扭矩过大、负载不均和轴不对中。然而更常见的是,机械冲击是由于密封操作不当和装配不当造成的。
当密封在短时间内面临较大的温度波动时,会发生热冲击。密封面的不同区域会出现不同程度的膨胀和收缩,从而在密封面上造成过度应力或应变。
如何预防或修复
如何解决这种特殊情况?首先需要充分了解它发生的原因。应对冲击时要记住以下几点:
1)安装机械密封时,应避免紧固件紧固不均匀或过紧
2)注意确保安装与密封相匹配的冲洗方案
3)检查以确保冲洗液和急冷系统的设计可最大限度地减少可能出现的瞬间中断
4)在日常的项目检查中增加振动检查
5)如果运行参数规定温差很大,作为一般经验法则,将变化幅度限制在每分钟1°F。
04润滑不良
机械密封在运行过程中如果发出尖叫声,原因可能是密封面之间缺乏润滑。润滑在机械密封的运行中起着关键作用。其功能除了润滑以外,还有冷却、密封、清洁密封面和保护的作用。
硬质表面(如碳化硅或陶瓷)上的润滑不良可能会导致热裂纹。热裂纹显示密封面上存在放射状裂纹。裂纹之间的高度和距离可能从很小到很大(见图6)。
当两个旋转面在重的载荷下接触时,由于表面附近的过度摩擦发热,可能会出现局部高温。发热、密封面之间的润滑不良和机械载荷的叠加,导致材料在接触区附近出现开裂。

图6:润滑不良损伤示例
确认密封腔压力等运行工况在密封设计的限制范围之内;确认密封腔已经或能够将空气充分排出;为密封提供充足持续的(润滑)冲洗。
05转速/转矩
几乎任何旋转设备都是如此,转速往往是致命的。高的启动或运行扭矩、设备的频繁启动/停止会对机械密封造成损害。

图7:高扭矩损伤示例
如何预防或修复
检查设备的状况,并将其修复到适当的限度。根据扭矩或其它设备运行工况选择适当的驱动机构。使用平衡型密封以降低密封面扭矩和压力扭矩。
06化学侵蚀
对机械密封的一些最严重的损坏可能是来自化学侵蚀。不相容的材料会产生巨大的影响。当密封件受到化学侵蚀时,可能会出现以下任何情况:
1)严重泄漏
2)过度磨损迹象
3)易碎或破损的零件
4)密封面点蚀
5)腐蚀的金属零件
6)膨胀的O形圈

图8:化学侵蚀损伤示例
化学侵蚀是由密封及其结构材料选择不当引起的。机械密封的选择,必须由对机械密封的不同材料具有丰富经验的人员来进行,并且还了解某些化学品的反应方式,这一点至关重要。
如何预防或修复
为了正确地为流程液体选择合适的材料,应完成完整的化学分析。选择密封材料时,请详细了解密封可能存在的所有运行工况,包括清洁化学品的特性及其运行温度。选择将使用干净、兼容液体的冲洗方案。在某些情况下,可能需要双重机械密封来中和或控制腐蚀性环境。
07压力
机械密封过压会导致动、静环密封面外径处发生重力接触,并向内逐渐减小,直至几乎没有可见的接触。高压会导致主密封环外径边缘出现碎裂(缺口)。
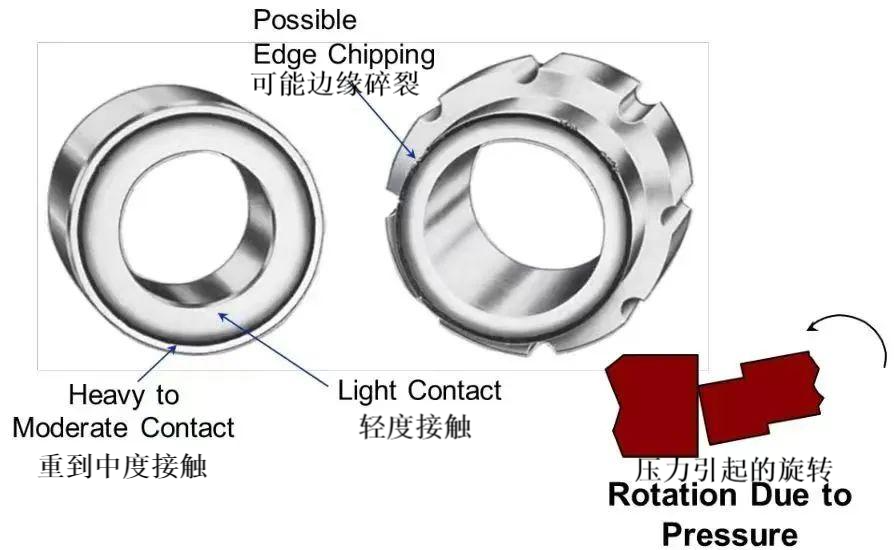
图9:过压损伤示例
如何预防或修复
尽可能降低密封腔压力。为了减少高密封腔压力引起的变形,可能需要改变密封设计或材料。
08固体颗粒
固体颗粒(磨料)+错误的密封材料 = 密封磨损比预期快得多。
固体颗粒对密封面造成的损伤有如下迹象:
1)密封面磨损严重
2)磨损的凹槽具有“留声机唱片”的外观
3)密封面可能出现边缘碎裂或倒圆现象

图10:固体颗粒损伤示例
如何预防或修复
在应用于含固体颗粒工况之前,必须确定流体的特性,包括固体含量、固体大小和固体类型。
选择合适的结构材料,或专门为含固体颗粒应用设计的密封。接下来,看看冲洗方案。修改冲洗布置,使冲洗液冲洗在密封面上,增加冲洗速度,并通过安装喉部衬套增加密封腔压力。
09不对中
不对中是导致机械密封最常见的一种损伤原因。不对中可能是由管道应变、硬启动期间的偏转、轴跳动以及无数其它情况引起的。不对中会给机械密封部件带来过大的压力,导致它们无法正常工作、过早磨损并最终失效。
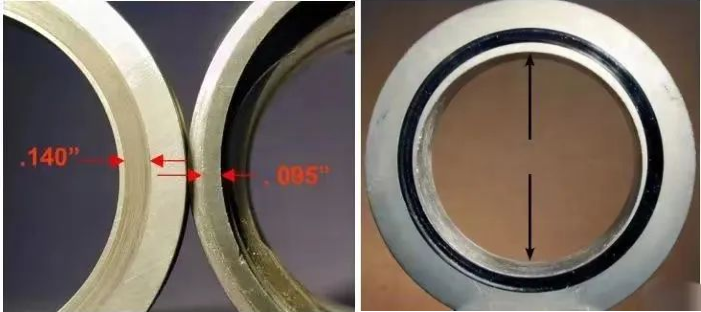
图11:不对中损伤示例
如何预防或修复
请务必遵循正确的安装指南,并使用激光校准等工具来确保泵转子准确对中。不过,泵在运行过程中可能会出现不对中情况,即使它在安装过程中完全对中。热膨胀和动态负载变化引起的设备位移可能会使泵偏离方向。
10振动
振动会导致几乎任何类型的设备出现问题,从泵到风扇。如何判断振动是否是机械密封失效的罪魁祸首?

图12:振动损伤示例
就像不对中一样,振动也有很多来源:
1)不平衡
2)不对中
3)远离BEP运行
4)泵汽蚀
5)夹带空气
6)管道设计不合理
如何预防或修复
正确的设备安装对于解决振动问题至关重要。泵底座应正确安装和灌浆,以防软基。泵轴也应与电机轴进行激光等准确对中。应使用OEM的备件。当零部件超出设计规定的尺寸和公差时,可能会出现振动问题。最后,适当的管道技术(根据ANSI/HI标准)可以对最小化振动产生重大影响。
11安装错误
机械密封在安装过程中很容易损坏。以下是机械密封出现的一些常见安装错误:
1)安装的填料函端面不垂直于轴
2)通过锤击的方法将联轴器安装到轴上
3)用于将机械密封安装(滑)到轴上的润滑不足或润滑不当
4)未遵循机械密封手册中说明的安装步骤

图13:未遵循所有安装步骤造成的损伤示例
如何预防或修复
机械密封在搬运和安装时需要小心,以下是安装过程中的一些小技巧:
1)在未正式安装之前,不要拆除机械密封的包装
2)安装前应将手洗干净!即使是微小的颗粒或者皮肤上的油,在运行过程中都可能会对密封配合面产生磨损和泄漏
3)不要用手触摸密封配合面
4)在工作台上垫一层干净的包装纸以防止污染机械密封
5)将机械密封安装到泵上之前,用干净的软布和认可的溶剂清洁密封面
6)根据安装说明使用制造商推荐的润滑剂
12在磨损的泵上安装新的密封
在安装和/或更换机械密封之前,检查并确保泵(与密封配合的零部件)处于良好状态。
有划痕的轴或轴套会在机械密封运行之前就可能损坏机械密封;有划痕的轴和轴套在安装(滑入)机械密封时会损坏O形圈。弯曲的泵轴、旧的和不符合规格的轴承、失去平衡的叶轮会导致振动、泵内部动/静零部件接触摩擦、轴承损坏等,所有这些都会缩短机械密封的寿命。

图14:划痕严重的轴套
如何预防或修复
所有使用过的零件在重新使用前都应进行彻底检查,以确保它们符合设计尺寸及公差要求。如果使用过的零件尺寸超出设计要求,则应更换新零件。
13操作错误
毫无疑问,事故时有发生。无论是启动泵不当,还是在关闭阀门的情况下运行泵,这些事故都会造成代价高昂的后果。
泵启动不当可能导致电机跳闸、轴扭曲,甚至导致机械密封异常运动。干启动泵意味着会遇到#1方法中出现的所有问题,最终会损坏机械密封。在吸入阀门关闭(干运转)或出口阀门关闭(关死扬程)的情况下操作系统,会导致密封过早失效。
如何预防或修复
确保所有操作人员都接受了正确启动泵组和系统操作流程的培训。
总结
为了减少密封故障,请查看设备应用的所有阶段 - 如何选择密封装置、安装实践、一直到运行。密封故障通常具有可重复性。如果密封以相同的方式运行,则预期会出现相同的故障率。
上一篇:机械密封材料的选用知识
下一篇:机械密封类别、密封类型、布置方式的选择
0335-3066990
开云眼镜官网
地址:秦皇岛市经济技术开发区淮河道1号
国内市场部电话:+86-0335-3066990
海外市场部电话:+86-0335-8085559
国内市场部邮箱:info@junmingmeco.com
海外市场部邮箱:sales@junmingmeco.com
网址:www.phannghiahungad.com
-

官方微信